Voici comment bien faire!
Que vous travailliez sur un cyclomoteur, une tronçonneuse ou une pompe hydraulique, vous y serez tôt ou tard confronté: un cylindre qui se bloque ou perd de la puissance.
La cause? Souvent l’usure, la surchauffe ou de petites détériorations de la paroi du cylindre.
Heureusement, il n’est pas toujours nécessaire de réaléser ou de remplacer des pièces coûteuses.
Avec un bon honoir à boules et un peu de savoir-faire, vous pouvez restaurer la surface intérieure du cylindre à son état d’origine.
Dans ce blog, vous découvrez tout ce qu’il faut savoir sur les honoirs à boules: leur rôle, leur utilisation, le choix du bon diamètre et l’importance d’une bonne lubrification pour un résultat parfait.
Les bases du honage
Quand faut-il effectuer un honage?
Un moteur qui se bloque, une tronçonneuse qui coince ou un vérin hydraulique qui bouge difficilement: le problème vient souvent de segments de piston usés ou grippés.
Sous l’effet de la chaleur, les segments se dilatent, se cassent ou endommagent la paroi du cylindre.
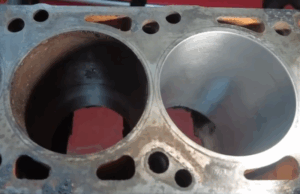
Résultat: rayures, pièces bloquées et perte de compression.
Quel est l’objectif du honage?
Une grande partie de la solution? Le honage!
Cette opération est essentielle pour une révision parfaite et un fonctionnement fluide du moteur ou du système hydraulique.
Le honage élimine les petites irrégularités et crée une surface micro-rayée qui retient mieux l’huile, indispensable pour une bonne étanchéité et une lubrification durable.
Le honoir à boules expliqué
Quel est le rôle d’un honoir à boules?
Un honoir à boules (aussi appelé Flex-Hone ou brosse de honage) élimine les petites irrégularités à l’intérieur du cylindre tout en créant un motif de rayures croisées, essentiel pour une bonne rétention d’huile.
Ce motif permet à l’huile d’adhérer à la surface, réduisant la friction entre pistons, segments et joints, et augmentant leur durée de vie.

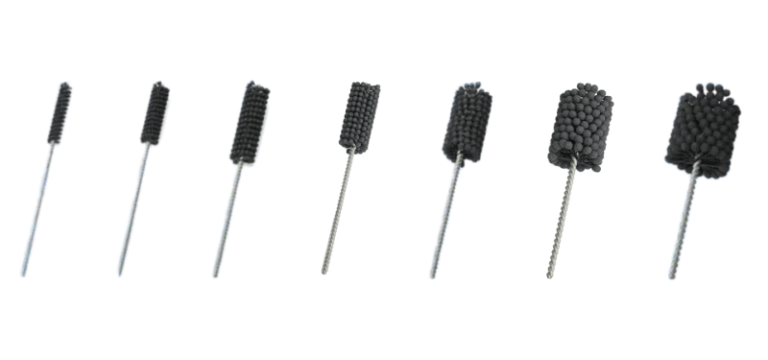
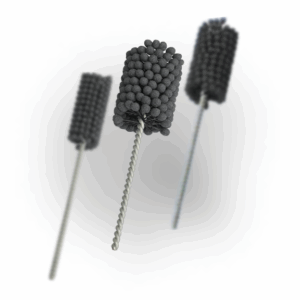
À quoi ressemble un honoir à boules?
Imaginez une brosse à bouteille dont chaque brin flexible se termine par une petite bille abrasive.
En rotation, ces billes se pressent uniformément contre la paroi du cylindre, assurant une action homogène, même sur des cylindres légèrement ovales ou coniques.
Un honoir à boules est donc:
- Auto-centrant: il s’aligne automatiquement dans l’alésage.
- Auto-pressant: il applique une pression constante sur toute la surface.
- Efficace: il travaille à 360°, contrairement à un honoir à pierres (tête de honage) qui n’agit que sur trois points de contact.
Différence entre honoir à boules et honoir à pierres
| Caractéristique | Honoir à boules | Honoir à pierres |
|---|---|---|
|
Surface de contact |
360° autour |
Seulement 3 points de contact |
|
Application |
Cylindres ouverts avec grandes ouvertures |
Alésages borgnes |
|
Vitesse de travail |
Rapide et simple |
Plus lente, plus précise |
|
Auto-centrage |
Oui |
Non |
|
Correction de forme ovale |
Oui, partiellement |
Non |
👉 Dans la plupart des cas, l’honoi à boulers est le meilleur choix. On réserve l’honoir à pierres aux alésages borgnes.
Passer à la pratique: comment bien honer
Réaliser un honage parfait
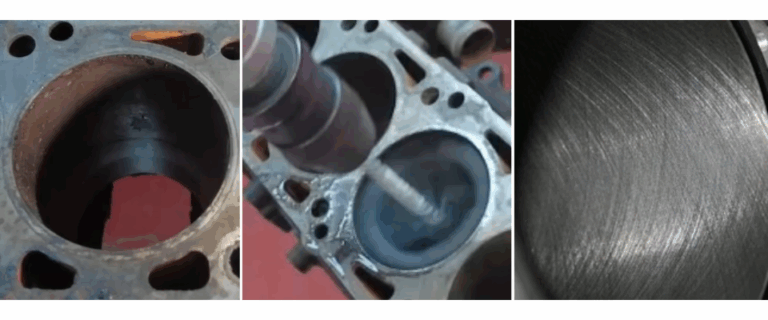
Un cylindre bien honé présente des lignes croisées nettes à la surface : c’est ce motif qui garantit une bonne rétention d’huile.
Étapes:
- Choisissez le bon honoir: le diamètre doit être légèrement supérieur à celui du cylindre (voir tableau ci-dessous).
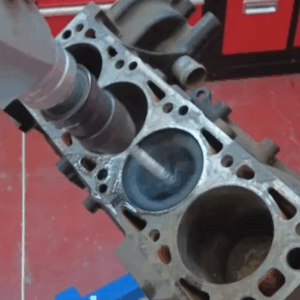
- Montez-le sur une perceuse: 300 à 400 tr/min est idéal.
- Utilisez un lubrifiant adapté: de préférence huile de honage Polirmalin, ou à défaut de l’huile en spray ou du diesel.
- Effectuez des mouvements réguliers: déplacez l’honoir d’avant en arrière en le laissant dépasser légèrement du cylindre à chaque passage pour obtenir le croisement des rayures.
- Contrôlez le motif régulièrement:
- Lignes ouvertes → meilleure rétention d’huile.
- Lignes serrées → finition plus fine.
- Nettoyez soigneusement: après le honage, lavez à l’essence ou au pétrole pour éliminer les résidus abrasifs.
Quelle quantité de matière est enlevée lors du honage?
Quel diamètre d’honoir à boules choisir ?
L’honoir doit être légèrement serré dans le cylindre pour travailler uniformément.
C’est pourquoi le diamètre effectif de l’outil est toujours un peu supérieur à la cote nominale indiquée.

Pourquoi utiliser une huile de honage spéciale?
Certains utilisent du diesel, de l’huile moteur ou de l’essence, mais ce n’est pas idéal.
L’huile de honage Polirmalin est spécialement formulée pour:
- Garder les billes abrasives tranchantes,
- Éviter leur encrassement par les particules métalliques,
- Produire une surface plus lisse,
- Accélérer et sécuriser le processus.
Utilisez toujours de l’huile pendant le honage pour un résultat optimal et une longue durée de vie de votre honoir.
Notre gamme d’honoirs à boules
Chez Polirmalin, vous trouverez une large gamme d’honoirs à boules pour des diamètres de 8 à 195 mm:
Pour la meilleure finition: effectuez deux passages avec des grains différents.
Découvrez tous nos honoirs à boules dans la rubrique Tuning et Honoirs à boules.
Conclusion
Le honage est une étape essentielle pour toute révision de moteur, compresseur ou système hydraulique.
Avec un bon honoir à boules, une lubrification adéquate et la bonne technique, vous obtiendrez une surface de cylindre parfaite avec une étanchéité, une lubrification et une durabilité optimales.
Choisissez intelligemment, travaillez avec soin et redonnez à votre moteur toute sa puissance!
✅ Consultez tous les honoirs à boules et l’huile de honage Polirmalin sur notre site: